Качество торца — это то что клиент видит первым когда берёт деталь в руки. Ровная кромка без заусенцев, грата и окалины отличает профессиональную лазерную резку от посредственной. В нашем цехе мы контролируем качество кромки на каждом заказе. В этой статье я, технолог с 10-летним опытом, разбираю что такое качественный торец, от чего он зависит и как его достичь. Волоконный лазер 3 кВт, точность ±0.01 мм.
Параметры качества торца
Качество лазерной кромки оценивают по четырём параметрам.
| Параметр | Обозначение | Идеал | Наш стандарт |
|---|---|---|---|
| Шероховатость | Rz | 10-20 мкм | 15-40 мкм |
| Перпендикулярность | Угол отклонения | 0° | 0.5-2° (конусность) |
| Наличие грата | Высота заусенца | 0 мм | 0.05-0.15 мм |
| Окалина/окислы | Цвет кромки | Светлый, блестящий | Зависит от газа |
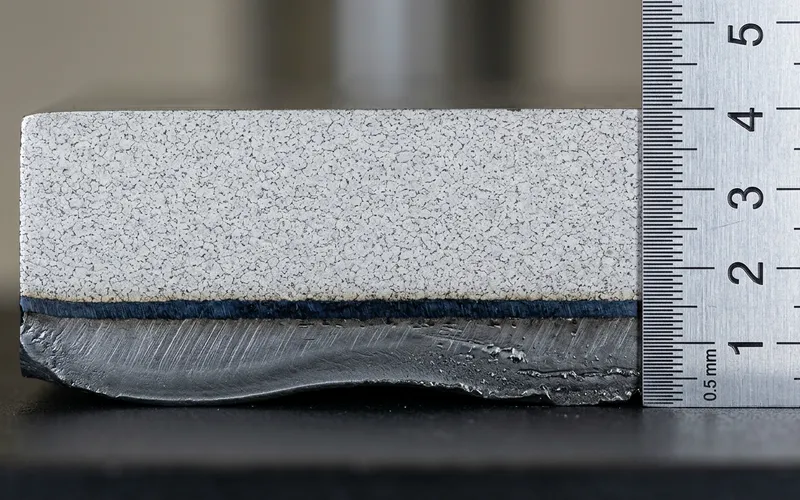
Шероховатость Rz — средняя высота неровностей профиля. Для лазерной резки стали на азоте типичный Rz — 15-25 мкм, на кислороде — 25-40 мкм. Для сравнения: фрезеровка даёт Rz 5-10 мкм, плазма — 50-100 мкм. Лазер находится посередине: лучше плазмы, хуже фрезера.
Грат — капли застывшего расплава на нижней кромке. Появляется когда газ не успевает выдуть весь расплав. Наш допуск — не более 0.1 мм высоты грата для конструкционных деталей, не более 0.05 мм для декоративных.
Факторы влияющие на качество торца
| Фактор | Влияние | Как управлять |
|---|---|---|
| Мощность лазера | Недостаток — непрожиг, избыток — перегрев | Подбор режимов под толщину |
| Скорость реза | Слишком быстро — грат, слишком медленно — перегрев | Оптимальные значения из таблицы |
| Давление газа | Недостаток — расплав остаётся, избыток — турбулентность | 10-16 бар в зависимости от толщины |
| Положение фокуса | В середине — симметричная конусность, внизу — чище низ | Настройка под конкретную деталь |
| Состояние сопла | Износ — асимметричная струя, разное качество сторон | Замена каждые 150-200 часов |
| Материал | Сталь — меньше грата, нержавейка — больше, алюминий — ещё больше | Учёт особенностей материала |
Сравнение качества кромки по материалам
| Материал | Шероховатость Rz | Грат | Окалина | Примечание |
|---|---|---|---|---|
| Сталь (кислород) | 25-40 мкм | Минимальный | Есть — зачистка | Быстрее и дешевле |
| Сталь (азот) | 15-25 мкм | Минимальный | Нет — чистая кромка | Для ответственных деталей |
| Нержавейка (азот) | 20-35 мкм | Умеренный | Нет | Вязкий расплав |
| Алюминий (азот) | 25-45 мкм | Заметный | Нет (оксид) | Текучий расплав |
Для большинства конструкционных деталей шероховатость Rz 40 мкм достаточна — поверхность под сварку или покраску не требует дополнительной обработки. Для декоративных деталей и точных сопряжений добиваемся Rz 15-25 мкм на азоте.
Практические советы
-
Выбирайте газ под требования к кромке. Кислород — быстро и дёшево, но с окалиной. Азот — чистая кромка, но дороже. Для рядовых деталей под сварку — кислород. Для декора и точных сопряжений — азот.
-
Не гонитесь за скоростью. Снижение скорости на 15-20% от максимальной улучшает качество кромки на 30-50%. Для ответственных деталей мы всегда режем чуть медленнее ради качества.
-
Следите за соплом. Износ сопла — причина №1 неравномерного качества кромки. Одна сторона реза чистая, другая с гратом — верный признак что сопло пора менять.
-
Грат на алюминии — норма. Убрать полностью невозможно из-за текучести расплава. Лёгкая зачистка напильником или виброшлифовкой решает проблему.
-
Для точных деталей — фокус в нижнюю треть. Смещение фокуса вниз даёт более чистую нижнюю кромку где обычно скапливается грат. Верхняя кромка становится чуть шире — но это визуально менее заметно.
-
Проверяйте качество металла. Разные плавки одной марки стали дают разное качество кромки. Лист с сертификатом — предсказуемый результат. Лист без документов — лотерея.
-
Окалина после кислорода — не брак. Это особенность процесса, не дефект. Удаляется пескоструем или зачисткой. В цену резки не входит, заказывается отдельно если нужно.
-
Сравнивайте с альтернативами. Лазерная кромка (Rz 15-40) лучше плазменной (Rz 50-100) и газовой (Rz 100-200), но хуже фрезерованной (Rz 5-10). Выбирайте технологию под требования к поверхности.
-
На нержавейке грата больше. Это плата за коррозионную стойкость. Вязкость расплава нержавейки выше — капли крупнее. Зачистка занимает больше времени чем на стали.
-
При заказе указывайте требования к кромке. «Деталь под сварку» — достаточно кислородной резки. «Деталь под покраску без пескоструя» — нужен азот. «Декоративная поверхность» — азот + полировка. Правильное ТЗ экономит деньги.
Часто задаваемые вопросы
Какой газ даёт лучшее качество кромки?
Азот — чистая кромка без окислов, Rz 15-25 мкм. Кислород — быстрее и дешевле, но с окалиной, Rz 25-40 мкм. Для ответственки — азот, для рядовых деталей — кислород.
Можно ли добиться качества поверхности как после фрезеровки?
Нет. Лазер плавит металл — на кромке всегда есть микронеровности от кристаллизации расплава. Фрезер срезает металл — поверхность ровнее. Если требуется Rz < 10 мкм — только мехобработка после лазера.
Почему на одной стороне детали грат есть а на другой нет?
Асимметричный износ сопла. Газовая струя становится несимметричной — с одной стороны выдувает расплав хорошо, с другой плохо. Решение: замена сопла.
Влияет ли температура листа на качество кромки?
Да. Холодный лист (зимой из неотапливаемого склада) даёт более грубую кромку из-за быстрого охлаждения расплава. Мы выдерживаем металл в цехе не менее 2 часов перед резкой.
Нужно ли удалять грат перед сваркой?
Для ответственных швов — да. Грат высотой более 0.1 мм создаёт непровар. Для рядовых конструкций — грат до 0.15 мм сгорает в сварочной ванне.
Как проверить качество кромки без приборов?
Проведите ногтем по кромке. Цепляется — Rz > 40 мкм, нужна зачистка. Не цепляется — Rz 15-25, хорошее качество. Визуально: матовая однородная поверхность без цветных разводов — норма.
Заключение
Качественный торец — результат правильных режимов, острого сопла и опыта технолога. Мы в цехе контролируем эти параметры на каждом заказе. Стандартное качество кромки нашего лазера 3 кВт — Rz 15-40 мкм, грат до 0.1 мм. Если вам нужен азотный рез без окалины или особо чистая кромка — просто скажите об этом при заказе. Присылайте чертёж.