Лазерная резка низколегированной стали 09Г2С — одна из самых востребованных услуг у нас. За 4 года работы мы раскроили более 80 тонн этой стали для клиентов из Москвы и Московской области. 09Г2С — основной конструкционный материал в машиностроении и производстве металлоконструкций, и правильный подбор режимов реза критически важен для качества кромки. В этой статье я, как технолог цеха с 10-летним опытом, разбираю все нюансы обработки 09Г2С на волоконном лазере 3 кВт с точностью позиционирования ±0.01 мм.
Особенности стали 09Г2С при лазерной резке
09Г2С — низколегированная кремнемарганцовистая сталь с повышенной прочностью. По ГОСТ 19281-2014 она содержит 0.12% углерода, 1.3-1.7% марганца и 0.5-0.8% кремния. Именно марганец и кремний определяют поведение металла под лучом лазера.
По сравнению с обычной конструкционной сталью Ст3, 09Г2С требует на 10-15% больше мощности для сквозного прожига при той же толщине. Причина — более высокая теплопроводность легированного металла: часть энергии лазера отводится от зоны реза быстрее, чем у рядовой стали.
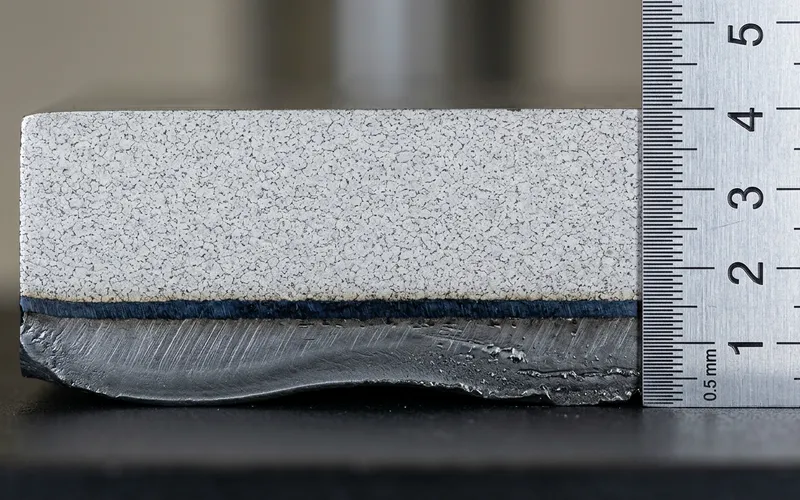
Ключевое преимущество 09Г2С при лазерной резке — чистая кромка без заусенцев. Благодаря низкому содержанию углерода (менее 0.14%) и отсутствию серных включений, расплав выдувается равномерно, без образования капель и налипаний. После резки кромка готова под сварку без дополнительной зачистки — это экономит заказчику от 30 минут до 3 часов на каждой детали.
Режимы резки — толщина, скорость, газ
За 500+ заказов мы вывели оптимальные режимы для каждой толщины 09Г2С. Данные приведены для волоконного лазера 3 кВт, сопло 1.5 мм, давление газа 12-16 бар.
| Толщина, мм | Мощность, % | Скорость, м/мин | Газ | Примечание |
|---|---|---|---|---|
| 1 | 60 | 18-22 | Азот | Без окисления кромки |
| 2 | 70 | 12-15 | Азот | Ровный рез, острые углы |
| 3 | 80 | 7-9 | Кислород | Лёгкая окалина, макс. скорость |
| 5 | 90 | 3.8-4.5 | Кислород | Стабильный прожиг |
| 8 | 100 | 2.0-2.5 | Кислород | Требует прогрева входа |
| 10 | 100 | 1.5-1.8 | Кислород | Замедление на углах |
| 12 | 100 | 1.0-1.3 | Кислород | Конусность 0.1-0.2 мм |
| 16 | 100 | 0.6-0.8 | Кислород | Требует двойного прохода на острых углах |
| 20 | 100 | 0.3-0.5 | Кислород | Максимальная толщина, прогрев 2 сек на входе |
Важный нюанс для 09Г2С: на толщинах свыше 10 мм мы всегда делаем технологический прогрев в точке входа лазера — 1-2 секунды неподвижного луча перед началом движения. Без прогрева первые 3-5 мм реза идут с расширенной шириной паза. Это особенно заметно на ответственном машиностроении, где допуск на размер составляет ±0.05 мм.
Допуски и точность — что реально достижимо
Многие клиенты спрашивают: «Какая точность реально будет на детали из 09Г2С?» Цифра ±0.01 мм — это точность позиционирования лазерной головки. Реальный допуск на готовой детали зависит от толщины и габарита.
| Толщина | Допуск на длинах до 100 мм | Допуск на длинах 100-500 мм | Конусность реза |
|---|---|---|---|
| 1-2 мм | ±0.03 мм | ±0.05 мм | менее 0.02 мм |
| 3-6 мм | ±0.05 мм | ±0.10 мм | 0.03-0.08 мм |
| 8-12 мм | ±0.10 мм | ±0.15 мм | 0.08-0.20 мм |
| 16-20 мм | ±0.15 мм | ±0.25 мм | 0.15-0.30 мм |
Для деталей ответственного назначения по ГОСТ 30893.1-2002 мы рекомендуем закладывать допуск по 12-14 квалитету. Более жёсткие допуски достижимы, но требуют дополнительной механической обработки после лазера — например, фрезеровки или шлифовки.
Отдельно отмечу: конусность реза на 09Г2С на 15-20% меньше чем на рядовой стали той же толщины. Однородная структура легированной стали даёт более стабильный прожиг по всей толщине.
Практические советы
-
Выбирайте кислород для толщин свыше 3 мм. Кислород даёт экзотермическую реакцию — дополнительный нагрев зоны реза. Скорость реза 09Г2С на кислороде в 1.5-2 раза выше чем на азоте. Окалина легко снимается при пескоструйной обработке.
-
На толщинах до 2 мм используйте азот. Азотный рез даёт зеркальную кромку без окислов — деталь готова под порошковую покраску без пескоструя.
-
Закладывайте припуск на вход лазера. Точка входа луча всегда чуть шире основного реза: на 0.05-0.1 мм для стали 3-6 мм, до 0.2 мм для 16-20 мм. Размещайте точку входа на неответственных кромках или в отходной зоне.
-
Избегайте острых внутренних углов. Минимальный радиус внутреннего угла на 09Г2С — 0.5 мм для толщин до 6 мм и 1 мм для 8-20 мм. Острее — луч физически не может развернуться, кромка «зализывается».
-
Группируйте детали одной толщины. Перенастройка режимов между толщинами занимает 10-15 минут. Если у вас детали из 3 мм, 5 мм и 10 мм 09Г2С — сделайте три отдельных заказа. Это сэкономит до 20% стоимости за счёт отсутствия переналадок.
-
Проверяйте сертификат на металл. Не вся сталь с маркировкой «09Г2С» одинакова. У разных производителей содержание легирующих элементов варьируется в пределах ГОСТа. При заказе ответственных деталей привозите металл с паспортом — мы подберём режимы под конкретную плавку.
-
Используйте общие линии реза. Одинаковые прямоугольные детали размещайте вплотную друг к другу — лазер режет одну линию для двух деталей. На серии из 100+ штук экономия длины реза достигает 30%.
-
Не экономьте на раскрое. Хаотичное расположение деталей на листе увеличивает отходы металла на 10-25%. Наш онлайн-калькулятор автоматически считает оптимальную раскладку и показывает реальный расход листа.
-
Сварка после лазера — без зачистки. Кромка 09Г2С после кислородной резки содержит минимум окислов. Для неответственных сварных швов зачистка не требуется. Для ответственных — лёгкая зачистка щёткой. Это преимущество именно 09Г2С: Ст3 после кислорода даёт толстую окалину требующую пескоструя.
-
Присылайте DXF с указанием материала. Мы получаем десятки файлов в день. Если в названии или комментарии указано «09Г2С 5 мм» — заказ идёт в работу сразу. Если материал не указан — оператор уточняет, теряется час. Название файла вроде
Кронштейн_09Г2С_5мм_20шт.dxf— идеальный вариант.
Часто задаваемые вопросы
Чем отличается резка 09Г2С от обычной стали Ст3?
09Г2С содержит марганец и кремний — это делает сталь более теплопроводной. Для прожига той же толщины требуется на 10-15% больше мощности. Но кромка получается чище — меньше окалины, меньше заусенцев. Для ответственных деталей машиностроения 09Г2С после лазера часто идёт сразу на сборку без дополнительной обработки.
Какая максимальная толщина 09Г2С для лазерной резки?
На нашем волоконном лазере 3 кВт — до 20 мм. Качество кромки на 20 мм остаётся высоким, но скорость падает до 0.3-0.5 м/мин. Для толщин свыше 20 мм мы рекомендуем плазменную резку. Подробное сравнение лазера и плазмы — в статье «Лазерная резка vs плазменная».
Нужна ли термообработка после лазерной резки 09Г2С?
Для большинства применений — нет. Зона термического влияния при лазерной резке 09Г2С составляет 0.1-0.3 мм — это на порядок меньше чем при плазменной или газовой резке. Механические свойства металла за пределами этой зоны не меняются. Термообработка требуется только для деталей работающих при знакопеременных нагрузках.
Как 09Г2С ведёт себя при гибке после лазерной резки?
Отлично. Низкое содержание углерода (0.12%) и мелкозернистая структура дают хорошую пластичность. Минимальный радиус гиба на 09Г2С — 1.5 толщины для холодной гибки. Для сравнения: Ст3 того же сечения требует радиус 2-2.5 толщины. Подробнее — «Гибка металла после лазерной резки».
Можно ли резать 09Г2С с окалиной или ржавчиной?
Да, но качество реза снижается. Окалина и ржавчина создают неравномерное поглощение лазерного луча — кромка получается с микродефектами. Для ответственных деталей мы рекомендуем пескоструйную очистку листа перед резкой. Для неответственных — допустимо резать как есть.
Сколько стоит лазерная резка 09Г2С в вашем цехе?
Цена зависит от толщины и длины реза. Ориентиры: сталь 09Г2С — от 56 ₽/пог.м (1 мм) до 520 ₽/пог.м (20 мм). Точную стоимость считаем по вашему чертежу за 1 час — присылайте DXF на расчёт или на почту. Минимальный заказ — 3000 ₽.
Заключение
Сталь 09Г2С — благодарный материал для лазерной резки: чистая кромка, стабильный прожиг, минимальная конусность. На волоконном лазере 3 кВт мы режем её от 1 до 20 мм с точностью, которая в большинстве случаев исключает дополнительную мехобработку. За 4 года и более 500 заказов мы накопили статистику по режимам для каждой толщины и каждой плавки. Присылайте чертёж — рассчитаем стоимость за час.