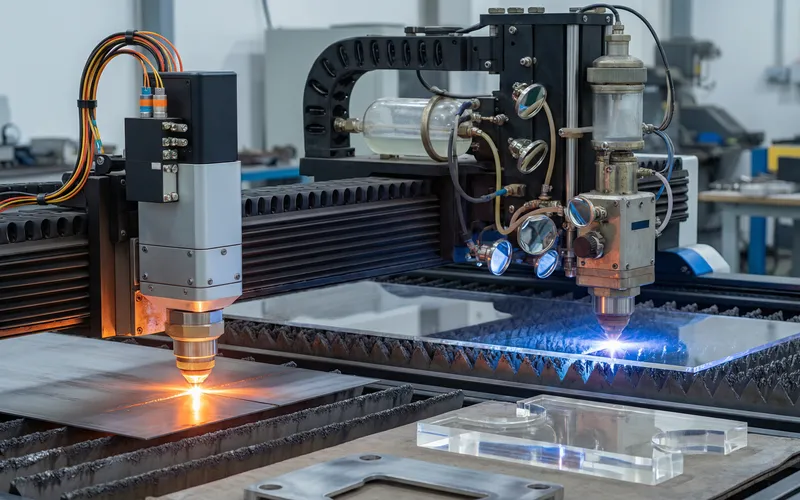
Лазерная резка — это термический процесс. Луч нагревает металл до 1500°C в точке реза, и тепло распространяется вглубь материала. Зона куда дошло тепло но недостаточное для плавления — зона термического влияния (ЗТВ). В этой статье я, технолог, разбираю что происходит с металлом вокруг реза и как мы минимизируем тепловые эффекты. Волоконный лазер 3 кВт, точность ±0.01 мм.
Что такое зона термического влияния
ЗТВ — слой металла вокруг реза, который нагрелся выше температуры фазовых превращений (для стали ~723°C) но не расплавился. В этой зоне изменяется микроструктура: зёрна растут, твёрдость меняется, возникают остаточные напряжения.
| Параметр | Лазерная резка | Плазменная резка | Газовая резка |
|---|---|---|---|
| Ширина ЗТВ (сталь 3 мм) | 0.05-0.15 мм | 0.5-1.5 мм | 1-4 мм |
| Ширина ЗТВ (сталь 10 мм) | 0.1-0.3 мм | 1-3 мм | 2-6 мм |
| Твёрдость в ЗТВ | +20-40% | +10-30% | +5-20% |
| Остаточные напряжения | Минимальные | Умеренные | Значительные |
Лазер даёт самую узкую ЗТВ среди всех термических методов — 0.1-0.3 мм против 1-6 мм у газовой резки. Это преимущество: свойства металла за пределами 0.3 мм от кромки не меняются.
Как тепло влияет на геометрию детали
Главная практическая проблема — не микроструктура, а тепловые деформации. Неравномерный нагрев = неравномерное расширение = коробление. Особенно заметно на тонком металле и длинных узких деталях.
Сталь 1 мм: полоса 500×20 мм после резки может «повести» на 2-5 мм — деталь станет дугой. Причина: зона реза нагрелась до 1500°C и расширилась, соседний холодный металл сжал её, после остывания остаточные напряжения изогнули деталь.
Борьба с деформациями — часть нашей работы:
- Мосты (micro-joints) — оставляем перемычки 0.2-0.3 мм соединяющие деталь с листом до конца резки. Деталь не «плывёт» потому что зафиксирована.
- Порядок резки — сначала внутренние контуры, потом наружные. Если резать наоборот — деталь освобождается и ведёт при резке отверстий.
- Охлаждение листа — выдержка металла при температуре цеха перед резкой. Холодный лист (с улицы зимой) деформируется сильнее.
Практические советы
-
Мосты (micro-joints) для тонкого металла. На стали 1-2 мм без мостов деталь «плывёт». Мы добавляем перемычки 0.2-0.3 мм в 2-4 точках на деталь — после резки они легко отламываются.
-
Не проектируйте длинные узкие детали. Полоса 500×10 мм из стали 1 мм — гарантированная деформация. Если можно — добавьте рёбра жёсткости или сделайте деталь шире.
-
Порядок резки: сначала отверстия, потом контур. Если сначала вырезать наружный контур — деталь свободна и деформируется при резке внутренних отверстий. Сначала всё внутреннее, потом контур.
-
Алюминий деформируется сильнее стали. Теплопроводность в 4 раза выше — тепло уходит дальше — зона нагрева шире — деформация больше. Учитывайте при проектировании алюминиевых деталей.
-
Термообработка после резки. Для ответственных деталей (измерительный инструмент, пресс-формы) — отпуск при 600-650°C после резки снимает остаточные напряжения.
-
Сравнивайте с альтернативами. Гидроабразивная резка — холодный процесс, ноль ЗТВ, ноль деформаций. Но цена в 3-5 раз выше. Для ответственных деталей где деформации критичны — гидроабразив.
-
ЗТВ не влияет на сварку. Ширина ЗТВ 0.1-0.3 мм полностью переплавляется при сварке. Никакого влияния на качество шва.
-
Для гибки ЗТВ критична при малых радиусах. Если радиус гиба менее 1.5t — повышенная твёрдость в ЗТВ может вызвать трещину. Для таких случаев — отжиг кромки перед гибкой.
-
Не пытайтесь править деталь молотком. Ударная правка добавляет напряжения. Для правки используйте пресс или термическую правку (нагрев + медленное остывание).
-
Присылайте DXF с указанием критичных размеров. Если на детали есть размер с жёстким допуском — мы спланируем резку так чтобы тепловые деформации минимально влияли на этот размер.
Часто задаваемые вопросы
Меняет ли лазерная резка свойства металла?
На расстоянии более 0.3 мм от кромки — нет. В ЗТВ (0.1-0.3 мм) твёрдость повышается на 20-40% из-за закалки. Для большинства применений это незаметно.
Почему тонкий металл ведёт сильнее чем толстый?
Тонкий лист менее жёсткий — те же термические напряжения вызывают больший прогиб. Сопротивление изгибу пропорционально квадрату толщины: 2 мм лист в 4 раза жёстче 1 мм.
Можно ли избежать деформаций полностью?
Только сменив технологию на холодную (гидроабразив). Лазер — всегда нагрев, нагрев — всегда деформации. Вопрос в величине деформаций которую мы контролируем режимами.
Влияет ли тепловое воздействие на коррозионную стойкость нержавейки?
В ЗТВ — незначительно. При правильных режимах (азот) коррозионная стойкость нержавейки после лазерной резки не снижается. Для ответственных применений — пассивация после резки.
Закаливается ли сталь при лазерной резке?
В тонком слое (0.1-0.3 мм) — да, твёрдость повышается на 20-40%. Основной объём металла не затрагивается. Это поверхностная закалка а не объёмная.
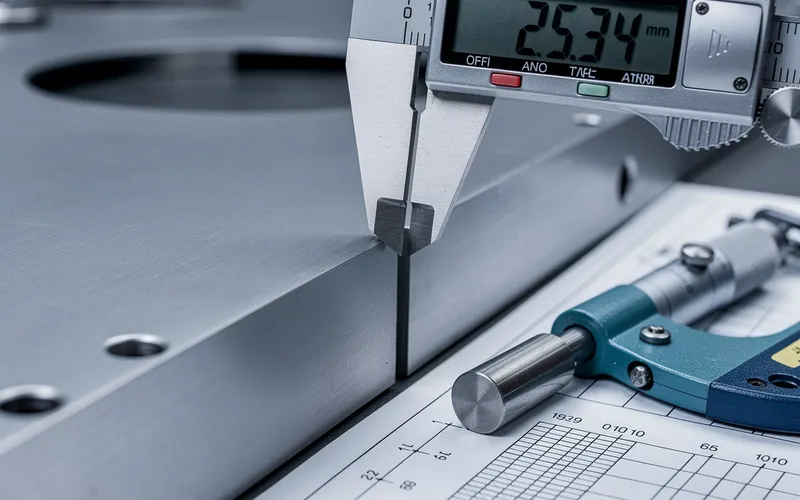
Как проверить есть ли деформация на детали?
Положите деталь на поверочную плиту и проверьте щупом зазор. Для рядовых деталей зазор до 0.5 мм на 300 мм длины — норма. Для точных — до 0.1 мм/300 мм (достижимо при правильных режимах).
Заключение
Тепло при лазерной резке — неизбежное зло. Но зло контролируемое. ЗТВ 0.1-0.3 мм — это в 10 раз меньше чем у плазмы и в 20 раз меньше чем у газовой резки. В цехе мы знаем как минимизировать деформации: мосты, порядок резки, правильные режимы. Присылайте чертёж — оценим где могут быть тепловые эффекты и как их избежать.